Herstellung
Auf den ersten Blick mag ein Sägeblatt wie ein relativ einfaches Produkt aussehen. Tatsächlich ist es jedoch ein komplexes Produkt mit über 25 verschiedenen Schritten im Herstellungsprozess – weit mehr, als man vermuten würde. Hier erklären wir die wichtigsten Schritte bei der Herstellung eines Sägeblatts.
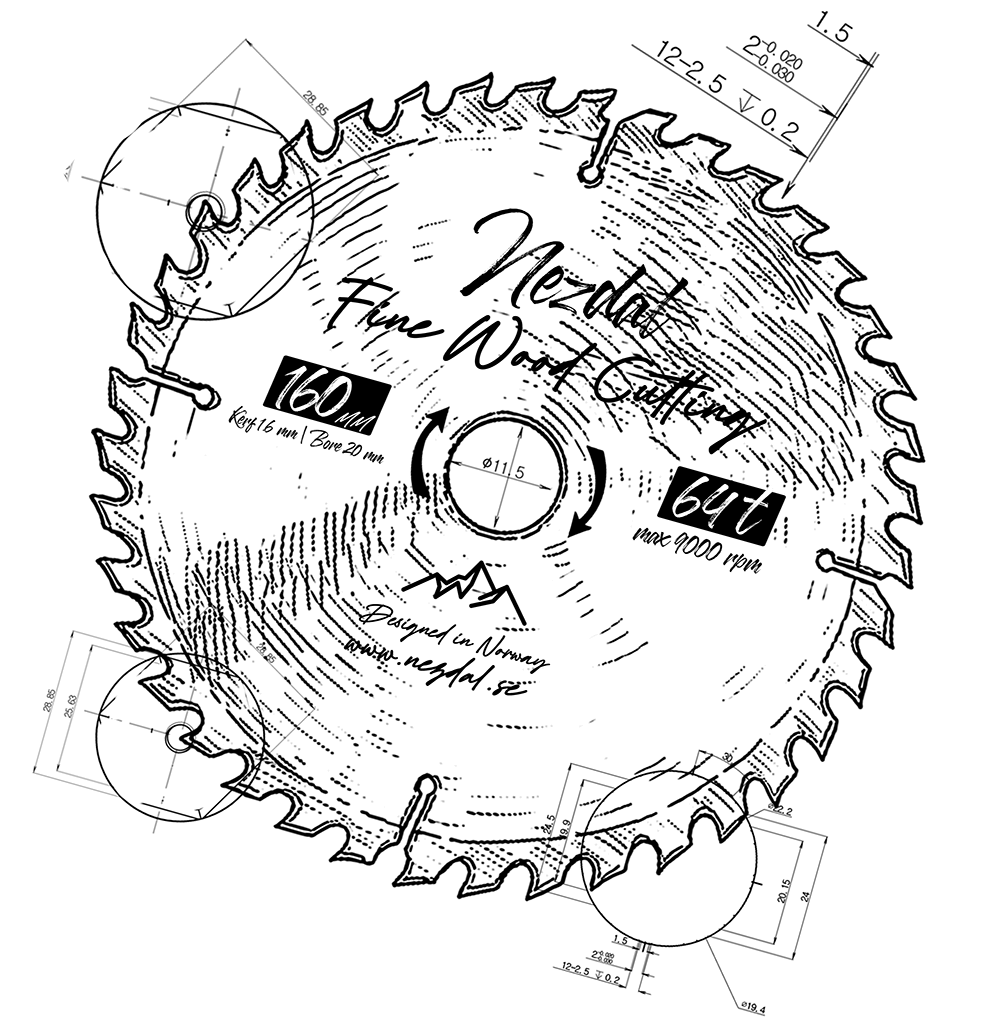
Der erste Schritt im Herstellungsprozess ist die Erstellung der Fertigungsdokumentation und Zeichnungen. Wir verwenden AutoCAD, um das Sägeblatt zu zeichnen, und spezielle Software, um die wichtigsten Fertigungsdaten für jedes einzelne Modell zu berechnen. Durchmesser und Anwendung des Sägeblatts bilden die Grundlage für die Berechnung der Zahngeometrie, Schnittbreite, Stammblattdicke, Härte, Ebenheitsanforderungen und Toleranzen.
2. Stahl
Die verwendete Stahlsorte hat einen erheblichen Einfluss auf die Qualität des Endprodukts. Wir verwenden ausschließlich Stahl in Platten und nicht Stahl in Rollen, den manche Hersteller zur Kosteneinsparung nutzen. Der von uns verwendete Stahl ist ein Kohlenstoff-Federstahl. Wir führen Stahlplatten in vielen verschiedenen Stärken, und die Stammblattdicke hängt von der Anwendung des jeweiligen Sägeblatts ab.
3. Laserschneiden
Sobald die Zeichnungen freigegeben sind, kann die Fertigung beginnen. Wir legen die Stahlplatte unter einen leistungsstarken CO2-Laser, und die CAD-Datei steuert den Laser zu den richtigen Schnittmustern. Dabei ist es wichtig, Stahlplatten mit den richtigen Abmessungen zu verwenden, damit wir so viele Sägeblätter wie möglich aus jeder Platte herausholen. Wir verwenden Stahlplatten mit der richtigen Stärke, um Materialverschwendung zu minimieren.

Nachdem das Sägeblatt mit dem Laser geschnitten wurde, folgt die Wärmebehandlung, auch Härten genannt.
Wir erhitzen den Stahl auf ca. 430°C, um die richtige Härte und Zähigkeit zu erzielen und Spannungen im Stahlgefüge abzubauen. Verschiedene Anwendungen erfordern unterschiedliche Härtegrade, die wir durch die Temperatur im Ofen steuern.
Das Härten ist ein relativ energieintensiver Prozess und wird daher nachts durchgeführt, wenn die Strompreise niedriger sind.
Hohe Präzision beim Härten ist äußerst wichtig. Ist das Sägeblatt zu hart, können bei hoher Belastung Risse entstehen. Ist es zu weich, kann sich das Blatt bei seitlichen Kräften verbiegen.

Nach der Wärmebehandlung wird das Stammblatt gemessen und geprüft. Dies geschieht, um eventuelle Abweichungen so früh wie möglich im Herstellungsprozess zu erkennen.
Nachdem das Sägeblatt mit dem Laser geschnitten wurde, folgt die Wärmebehandlung, auch Härten genannt.
Wir erhitzen den Stahl auf ca. 430°C, um die richtige Härte und Zähigkeit zu erzielen und Spannungen im Stahlgefüge abzubauen. Verschiedene Anwendungen erfordern unterschiedliche Härtegrade, die wir durch die Temperatur im Ofen steuern.
Das Härten ist ein relativ energieintensiver Prozess und wird daher nachts durchgeführt, wenn die Strompreise niedriger sind.
Hohe Präzision beim Härten ist äußerst wichtig. Ist das Sägeblatt zu hart, können bei hoher Belastung Risse entstehen. Ist es zu weich, kann sich das Blatt bei seitlichen Kräften verbiegen.
Nach der Wärmebehandlung wird das Stammblatt gemessen und geprüft. Dies geschieht, um eventuelle Abweichungen so früh wie möglich im Herstellungsprozess zu erkennen.
6. Herstellung der Aufnahmebohrung
Die Aufnahmebohrung des Sägeblatts wird gleichzeitig mit dem Blatt lasergeschnitten. Um eine hochwertige Aufnahmebohrung zu erzielen, drehen wir sie jedoch noch einige Millimeter nach.
Anschließend werden die Kanten der Bohrung angefast, um die Qualität zu verbessern. Dies ist ein zeitaufwändiger Prozess, den nur wenige unserer Wettbewerber durchführen, der jedoch wichtig ist, weil die Aufnahmebohrung einen großen Einfluss auf die Leistung des Sägeblatts hat. Ein Sägeblatt mit einer mittelmäßigen Aufnahmebohrung wird nie gut funktionieren.
7. Spannen
Um ein gutes Schnittergebnis zu erzielen, muss das Sägeblatt entsprechend der empfohlenen Drehzahl und der vorgesehenen Anwendung gespannt werden.
Dies geschieht durch das Einbringen von kreisförmigen Rillen in das Blatt. Dadurch entsteht die richtige Spannung im Sägeblatt.
8. Richten
Nach dem Spannen wird das Blatt durch eine Richtwalze geführt. Dieser Prozess sorgt für eine gleichmäßig ebene Oberfläche und minimiert Fehler im Sägeblatt, um eine stabile Leistung und Präzision zu gewährleisten.
Nach dem Spannen wird die Ebenheit des Sägeblatts manuell mit einem Lineal geprüft. Dies ist wichtig, denn ein Sägeblatt muss eben sein. Andernfalls kann es schwierig sein, die Zähne auf das Blatt zu löten, und die Zähne müssen gerade am Blatt befestigt werden können.
Alle unsere Sägeblätter werden mit präziser Dicke hergestellt. Der Schleifprozess sorgt nicht nur für eine glattere Oberfläche, sondern beseitigt auch Verfärbungen, die durch den Härteprozess entstehen.
In den letzten Jahren haben wir erfolgreich mehr als 200.000 Sägeblätter mit einer großen Vielfalt an Stammblattdicken produziert. Trotz eines umfangreichen Lagers an Stahlabmessungen ist es nicht möglich, alle Dickenvarianten vorrätig zu halten.
Wenn die benötigte Stammblattdicke nicht sofort verfügbar ist, können wir das Blatt durch Flächenschleifen auf die exakten Spezifikationen anpassen.
10. Sandstrahlen
Bevor wir mit dem Löten der Zähne auf das Blatt beginnen, müssen wir sicherstellen, dass das Blatt vollständig frei von Schmutz und Fett ist.
Dies ist wichtig, damit das beim Löten verwendete Silberlot haftet. Um den „Sitz" des Blattes (wo die Zähne platziert werden) zu reinigen, verwenden wir Sandstrahlen.
11. Löten
Wir befestigen die Hartmetallzähne mit Silberlot am Blatt. Das Löten erfolgt, indem jeder Zahn für wenige Hundertstelsekunden gegen das Blatt gehalten wird, während er auf über 700°C erhitzt wird.
Es werden verschiedene Arten von Silberlot verwendet, wobei die gebräuchlichste aus einem Kupferkern besteht, der von einer Silberverbindung umgeben ist.
Dies ist zweckmäßig, da es das Risiko minimiert, dass der Zahn während des Lötvorgangs reißt. Wir verwenden vollautomatische Lötmaschinen mit Roboterbeladung für einen effizienten Fertigungsprozess.
Nach dem Löten der Zähne auf das Blatt ist es unerlässlich, diese zu schleifen, um optimale Schnittergebnisse zu erzielen. Alle Facetten der Hartmetallzähne werden geschliffen, wobei der spezifische Schleifprozess von der vorgesehenen Anwendung des Blattes abhängt. Der Schleifprozess erfolgt in drei Stufen: Frontschliff, Seitenschliff und Kopfschliff.
13. Endkontrolle
Die Endkontrolle erfolgt mit einer CNC-gesteuerten Messmaschine, bei der die Schnittgeometrie des Sägeblatts mit hoher Genauigkeit geprüft wird. Vier Kameras kontrollieren jede einzelne Lötstelle und jeden Zahn (Winkel und Qualität). Sobald die Endkontrolle bestanden ist, wird das Sägeblatt für den Verkauf freigegeben.

Der letzte Schritt bei der Fertigstellung des Sägeblatts ist die Bedruckung. Hier verwenden wir häufig eine Kombination aus Laser- und UV-Druck für Seriennummern, Logo, Grafiken usw. auf den Blättern.
Die von uns eingesetzten Maschinen können je nach Durchmesser des Blattes etwa 50 Sägeblätter gleichzeitig bedrucken.